

1.0莫代尔纤维(Modal)是一种采用欧洲榉木做浆粕经纺丝制成的具有高湿模量的再生纤维素纤维,不但具有天然纤维的吸湿性,而且具有合成纤维的强伸性,更为主要的是该纤维的生产加工过程清洁无毒,其纺织品的废弃物也可以自然进行生物降解,具有良好的环保性能,莫代尔针织服装已在发达国家广为流行,近年来国内莫代尔针织布的染整加工量逐渐增大。因此要求纱线在丝光时注意工艺条件,比如:碱液的浓度、温度、浸碱时间等因素。要求在生产中不断改变工艺,以适应消费者的需求。本试验主要通过丝光碱液的浓度、温度、浸碱时间、丝光张力等因素对丝光工艺加以研究并加以探讨。TINLIGEN(天利坚)平滑柔软剂 NLY
1.1 莫代尔纤维与其他纤维的指标对比普通粘胶纤维 Modal 纤维 Lyocell纤维
纤度/分特 1.2—2.4 1.0—3.3 0.9—6.7吸湿性 90 60—70 60—70
1.2 干丝光工艺经纺织加工后,纱线的表面会产生很多的绒毛,而莫代尔丝光面料要求表明光洁平整,织纹清晰,故要对纱线进行烧毛,采用气体烧毛机,烧毛时以单纱穿过烧毛机火口,烧去纱线表面的绒毛,温度一般在900~1000度.纱线烧毛后,单位长度的重量减轻,所以要考虑烧毛的损耗。
2.0试验部分
2.1 材料及试剂
2.1.1 纱线规格:60S/2莫代尔(50﹪莫代尔、50﹪皮麻棉)
2.1.2 试剂:柔软剂(CA)、平滑剂(SNC)、丝光渗透剂、烧碱'液蜡(SNK)
2.2 试验仪器与设备:摸拟双臂式丝光机、比重计、电子天平、烘箱
2.3 丝光钡值的测定
钡值=100(V0-V1)×W2/(V0-V2) ×W1
式中:V1=丝光纱耗用盐酸的体积数
V2=未丝光纱浸渍液耗用盐酸溶液的体积
V0=空白试验液耗用盐酸体积数
W1=丝光纱重量
W2=未丝光纱重量
2.4 水平试验
2.4.1 丝光碱液浓度的影响

由表2.4.1可知:碱浓度为0g/L时,无丝光效果;随着碱浓度的增大,纤维收缩,钡值显著增加,而手感也较好;当达到100~110g/L时,纤维的光泽已经很好;再增加碱液浓度,丝光钡值不断增加,而手感却变差,故丝光碱液浓度宜控制在100~110g/L,而且手感,光泽都得到改善.因为莫代尔是再生纤维素纤维有些性能不及棉,特别对烧碱的耐受性.用棉的传统工艺,对莫代尔不适用,丝光后效果极差,最好采用半丝光工艺。
2.4.2 丝光温度的影响
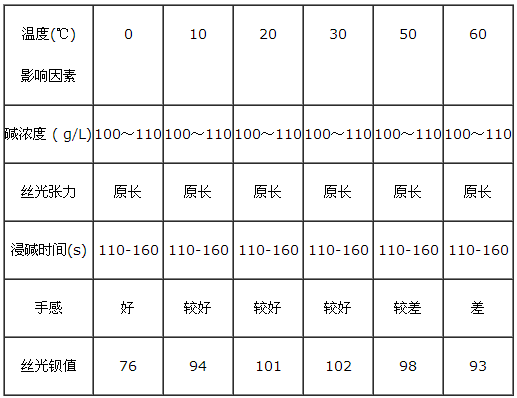
由表2.4.2可知:温度为0℃时,碱液黏度太高,渗透较难,丝光效果不好,手感较好;随着温度的增加,当达到20-25℃时,碱纤维形成速率增大,光泽增强,手感相对较好;当温度大于50℃时,碱纤维分子化合物水解速率大于碱纤维形成速率对丝光不利,而且手感很差。因此,一般温度控制在20-25℃。因为烧碱与纤维素的作用是一个放热反应,提高碱液的温度会减弱纤维的溶胀作用,导致丝光的效果降低,丝光钡值下降。因此丝光碱液温度不能太高。
2.4.3 丝光张力的影响
丝光张力的大小与光泽成正比,而与染色性能成反比,张力增大,纱线截面收缩也随之增加,如果纱支粗,捻度低,强力低,张力大,则断头多,造成拉伸不一致,丝光不匀.因此,确定丝光张力大小,要兼顾光泽,纱线的手感和染色性能等方面的因素.由于条件有限,丝光的的张力只做简单的阐述.
2.4.4 丝光浸碱时间的影响
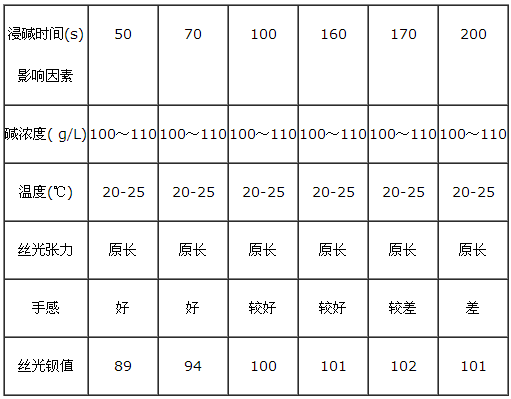
由表2.4.4可知:浸碱时间与碱液浓度有关。在一定条件下,碱液浓度与浸碱时间和光泽成正比,而与温度成反比。纱线的丝光,浸碱时间依据浓度的高低而定,当浸碱时间为50s时,手感较好,而光泽较差;随着浸碱时间的增加,手感和光泽均较好,强力有所增强;当浸碱时间达到110~160s时,手感,光泽和钡值均达到较适宜的状态;而随着浸碱时间的增加手感和光泽变化不大,而强力明显下降。因此,一般浸碱时间为110~160s。因为丝光时间与碱液浓度和温度密切相关。碱液浓度或温度较低时,可适当延长作用时间。因为丝光时,烧碱充分均匀地渗透入纤维内部以及碱液与纤维素的反应都需要一定的时间。
3.0丝光工艺正交试验
本试验以4个影响因素(碱浓度.丝光张力.浸碱时间.温度),16个变量为依据制成的表格.
3.1 因素-水平表
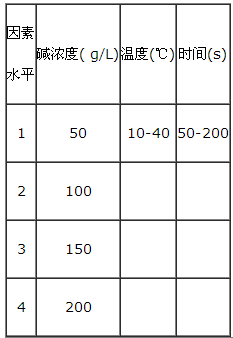
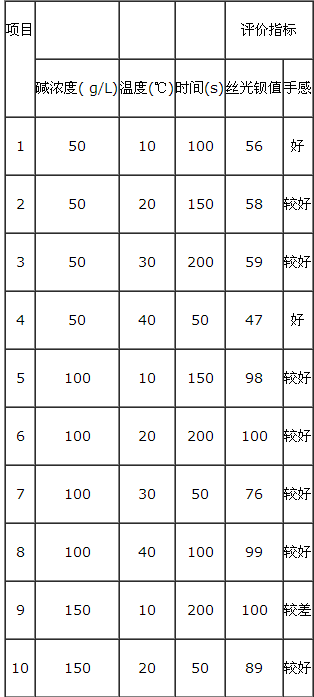
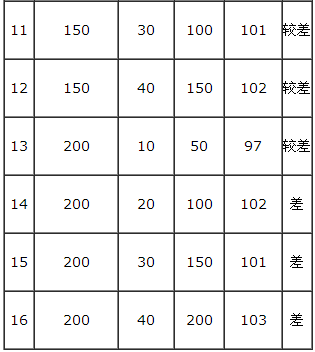
由上表可知:在相同的碱浓度条件下,随着时间、温度的增加,纱线的丝光效果逐渐变好,手感有变差的趋势;当时间相同时,随碱浓度、温度的增加,丝光效果趋于变好;当温度相同时,随时间、碱浓度的增加,丝光钡值变大。以上变量的数值达到一定时,如果数值再增加对丝光效果有很大改善,但手感却变差。由上表得出最佳工艺:碱浓度100-110 g/L;浸碱时间110-160s;丝光温度20℃左右;张力最好保持原长。
4.0工艺要求
4.1 理纱
丝光机每只滚筒套纱绞数,一般根据纱线的支数规格而定,以纱线在滚筒上摊平,不叠纱为准.若扎绞纱线过紧,应拆除或另换较松的扎绞线,以防浸碱时由于扎绞过紧而导致碱液渗透不匀,造成丝光花。
4.2 上机
将理好的纱线用套纱棒套在丝光机滚筒上,铺平,理顺,纱和纱不可重叠,或有间隙,否则易产生丝光条花。
4.3 浸碱
实时监测碱液浓度,温度是否前后一致,避免浸碱不匀,而产生丝光条花。
4.4 下机
丝光后绞纱按组分别浸于水车内,禁止带碱风干,下机的纱线要带碱量低于2%。
5.0丝光疵病的成因及防止
5.1 一般丝光花
形成原因:浸碱温度不一致,每批纱的含潮差异大。
防止方法:注意浸碱温度,检测回潮率,分清批次。
5.2 黑条花
形成原因:丝光前或丝光后断头多,导致丝光无张力,染色时吸色深。
防止方法:各工序加工不得有断头,严格控制框长一致,上机前分清正反面。
5.3 白点,白花条
形成原因:水解纤维素未彻底洗净,扎绞线过紧,或死棉混纺的纱线及短绒棉纺纱所致。
防止方法:水洗要充分,扎绞线要松,最好使用100%的长绒棉。
(来源:染化商城)
————————————————————————————————————————————————————————————
更多资讯,请关注:

1.本着“开放、协作、分享”的互联网精神,我们欢迎各方自媒体、传统媒体与机构,转载、引用染化在线的原创内容,但必须注明来源自染化在线网,否则我们将依法追究侵权责任。
2.原则上,我们同意在注明出处的前提下,各方使用染化在线的原创素材(图片、视频等)。
3.染化在线网尊重各方知识产权,保护原创作者的合法权益。如发现本站文章存在版权问题,请联系微信rhzxzjf,我们将及时核查、处理。

阴离子型平滑柔软剂SOFTEX(索特斯)S-150
价格:登录后显示
防滑移防勾丝剂SOFTEX(索特斯)S-176
价格:登录后显示

多元氧化聚乙烯蜡乳液DILUGU(德路固)DFB
价格:登录后显示

多元聚乙烯蜡乳液DILUGU(德路固)DFT
价格:登录后显示


